- Úvod
- Seřízení pilového kotouče na stroji
Seřízení pilového kotouče na stroji
Při namontování pilového kotouče na hřídel stroje je nutné zkontrolovat jeho rovnoběžnost s výřezy stroje pro dosažení maximální kvality řezu. Po tomto seřízení zkontrolujte ustavení vodící lišty. Ta by měla mít na výstupní straně řezu vůli, aby se řezaný materiál nezakousnul mezi tuto lištu a kotouč.
Přesah zubů pilového kotouče nad řezaným materiálem je rovný výšce slinutého karbidu. Počet zubů v záběru se doporučuje mezi 2-3 zuby.
obr. 5 | 
obr. 6 |
Zde je uvedeno několik vzorců potřebných pro stanovení správných parametrů pilových kotoučů:
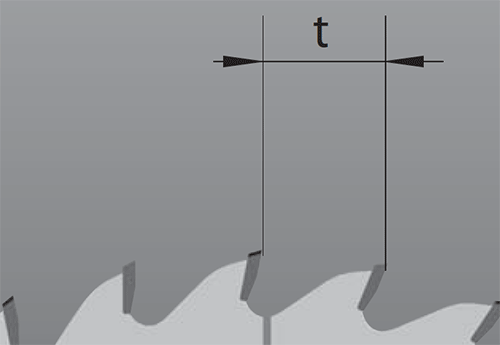 | Legenda: t [mm] – rozteč zubů h [mm] – výška řezaného materiálu k [-] – počet zubů v záběru (2÷3) z [-] – počet zubů D [mm] – průměr pilového kotouče |
Tyto vzorce platí pro příčné řezání a řezání laminovaných materiálů.
Tabulka uvádí otáčky v závislosti na průměru kotouče a řezných rychlostí. Otáčky odpovídající řezné rychlosti 100 m/s jsou maximální dovolené otáčky výrobcem. Při překročení těchto otáček kotouč pozbývá svých vlastností a vzniká nebezpečí vážného zranění.
| Doporučené otáčky [1/min] | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Řezná rychlost vC [m/sec] | |||||||||||
| D [mm] | Řezná rychlost vC [m/sec] | ||||||||||
| 10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | ||
| 100 | 1910 | 3820 | 5730 | 7640 | 9550 | 11460 | 13370 | 15280 | 17190 | 19100 | |
| 150 | 1270 | 2550 | 3820 | 5100 | 6370 | 7640 | 8920 | 10190 | 11500 | 12730 | |
| 200 | 960 | 1910 | 2870 | 3820 | 4780 | 5730 | 6690 | 7640 | 8600 | 9550 | |
| 250 | 760 | 1530 | 2290 | 3060 | 3820 | 4590 | 5350 | 6110 | 6880 | 7640 | |
| 300 | 640 | 1270 | 1910 | 2550 | 3180 | 3820 | 4460 | 5100 | 5740 | 6370 | |
| 350 | 550 | 1090 | 1640 | 2180 | 2730 | 3280 | 3820 | 4370 | 4900 | 5460 | |
| 400 | 480 | 960 | 1430 | 1910 | 2390 | 2870 | 3340 | 3820 | 4300 | 4780 | |
| 450 | 430 | 850 | 1270 | 1700 | 2120 | 2550 | 2970 | 3400 | 3820 | 4250 | |
| 500 | 380 | 760 | 1150 | 1530 | 1910 | 2290 | 2680 | 3060 | 3440 | 3820 | |
| 550 | 350 | 690 | 1040 | 1390 | 1740 | 2080 | 2430 | 2780 | 3120 | 3470 | |
| 600 | 320 | 640 | 960 | 1270 | 1590 | 1910 | 2230 | 2550 | 2880 | 3180 | |
| 650 | 290 | 590 | 880 | 1180 | 1470 | 1760 | 2060 | 2350 | 2640 | 2940 | |
| 700 | 270 | 550 | 820 | 1090 | 1360 | 1640 | 1910 | 2180 | 2450 | 2730 | |
| 750 | 250 | 510 | 760 | 1020 | 1270 | 1530 | 1780 | 2040 | 2290 | 2550 | |
| 800 | 240 | 480 | 720 | 950 | 1190 | 1430 | 1670 | 1910 | 2150 | 2390 | |
Legenda:
vc [m/s] – řezná rychlost
D [mm] – průměr pilového kotouče
n [1/min] – doporučené otáčky
s [m/min] – posuv
z [-] – počet zubů
sz [mm/zub] – posuv na zub
| Doporučené hodnoty posuvu na zub | ||
|---|---|---|
| Materiál | Posuv na zub sZ [mm/zub] | |
| Měkké dřevo | podélné řezání | 0,2 - 0,3 |
| příčné řezání | 0,1 - 0,2 | |
| Tvrdé dřevo | 0,06 - 0,15 | |
| Dřevotříska | 0,1 - 0,25 | |
| Překližka | 0,05 - 0,12 | |
| Laminované desky | 0,05 - 0,1 | |
| Neželezné kovy a plasty | 0,02 - 0,05 | |
Přesah zubů pilového kotouče nad řezaným materiálem je rovný výšce slinutého karbidu (viz. obr. 1). Počet zubů v záběru se doporučuje mezi 2–3 zuby (viz obr. 2).
Použité symboly
 |  |  |  |  |
| jakost plátku | boční házivost | drážky na snížení hlučnosti | jakost plátku | hřebíky, zbytky betonu |
 |  |  |  |  |
| upínací otvory | jakost plátku | boční házivost | drážky na snížení hlučnosti | zubová rozteč |